
該公司擁有各類工程船舶43艘,主力施工船舶有大型打樁船、起重船、整平船、鋪排船、抓泥船、雙體撬扳船、拖船及駁船等。固定資產1.8億元。
該公司已自行承建諸多大型工程項目,其中有長江口深水航道整治S11B標工程,下荊江河勢控制工程,江陰“九五”遠望號碼頭,武漢宗關水廠,江陰潤華華工碼頭,江蘇靖江中燃油儲品碼頭,上海嘉金高速公路黃浦江大橋基礎工程,黃石華新水泥廠碼頭等,其中江陰遠望號碼頭工程獲得全軍優質工程二等獎、下荊江河勢控制工程、黃石華新水泥廠碼頭、江陰潤華化工碼頭等項目被評為優質工程。
2016年年底,蘇州奧可鑫金屬修復技術有限公司利用奧可鑫專利技術對其修復的就是該公司從日本引進的一艘價值3000多萬元的大型打樁船。通過幾天的修復,徹底解決了其液壓缸及液壓桿的腐蝕、拉傷、漏油等問題,使其得以正常施工運行。
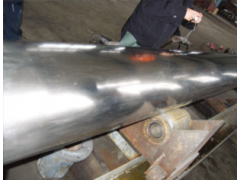
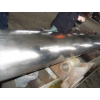
一、修復主體的現狀及其工藝 主體為其打樁船的液壓桿和液壓缸修復。該船液壓桿和液壓缸均出現大面積腐蝕、拉傷和鉻層脫落情況、其中液壓桿總長11600mm,370mm,腐蝕長度 4600mm,深度1mm。液壓缸長8770mm,920mm,拉傷總長度13400mm,深度1mm。對于這樣嚴重損傷的液壓缸及液壓桿修復,我們采取了如下的修復工藝,1、在現場勘測,確定修復位置。2、清洗表面油污。3、用千分尺測量基準面的尺寸。4、用研磨工具將結合不好的鉻層磨掉。5、用鑄造缺陷修補機將腐蝕的深坑焊平;6、用研磨工具將液壓缸及液壓桿需焊補的地方研磨平。7、用逆變脈沖電刷鍍技術進行修復。8、用特制模具研磨。9、中間做改變其內應力的夾心層。10、多次刷鍍后用特制模具研磨到標準尺寸。11、按照基準面用水平儀找平。12、用千分尺測量尺寸。13、恢復標準尺寸,清理、清洗。
二、修復效果的檢測及其原理
經檢測,液壓缸及液壓桿修復部位無痕跡無裂痕無硬點,表面光潔度高,用硬度計檢測硬度達到HRC55以上,經廠家精測檢驗合格,完全達到使用標準。液壓缸及液壓桿修復過的部位結合牢固,致密,無脫落的可能,在焊補處設備將材料與基材同時熔化,兩種熔化后的液金屬融合后,重新凝固,即缺陷的修補過程為補材與基材的二次冶金重熔,常溫焊補基體不發熱;焊補點附近金相組織不改變;無應力集中等現象。即每個單元焊補過程所需熱能為設備的一次智能性輸出,95%以上用于熔化做功,剩余微量瞬間導散。故整個焊補過程基體及焊點附近始終處于常溫狀態,不產生熱變形,不出現裂紋,無硬化,無硬點現象,不影響機械加工性能,且液壓缸及液壓桿修復后不留痕跡。
該系統通過奧可鑫技術的修復,為委托方節省資金達400多萬元。
【商家簡介】金屬修復,機械零件修復,液壓缸維修,,加工,銷售,激光淬火,熔覆,且切割相關技術。銷售粘膠劑...
 【溫馨提示】以上是蘇州奧可鑫金屬修復有限公司供應的其他認證服務--修船比修車難 尤其是大船的詳細信息,歡迎您在驛路商務查看其他認證服務的新的價格、廠家、型號、圖片等信息。本頁所展示的信息由企業自行提供,內容的真實性、準確性和合法性由發布企業負責,"驛路商務"對此不承擔任何保證責任。同時鄭重提醒各位買/賣家,交易前請詳細核實對方身份,切勿隨意打款或發貨,謹防上當受騙。如發現虛假信息,請積極舉報。[我要舉報]
【溫馨提示】以上是蘇州奧可鑫金屬修復有限公司供應的其他認證服務--修船比修車難 尤其是大船的詳細信息,歡迎您在驛路商務查看其他認證服務的新的價格、廠家、型號、圖片等信息。本頁所展示的信息由企業自行提供,內容的真實性、準確性和合法性由發布企業負責,"驛路商務"對此不承擔任何保證責任。同時鄭重提醒各位買/賣家,交易前請詳細核實對方身份,切勿隨意打款或發貨,謹防上當受騙。如發現虛假信息,請積極舉報。[我要舉報]






 粵公網安備 44190002000523號
粵公網安備 44190002000523號