
網(wǎng)站")
賽萬特 內(nèi)孔滾光工具 滾壓刀
內(nèi)孔滾壓刀 單輪滾壓刀 鏡面滾壓工具 無錫 供應(yīng)


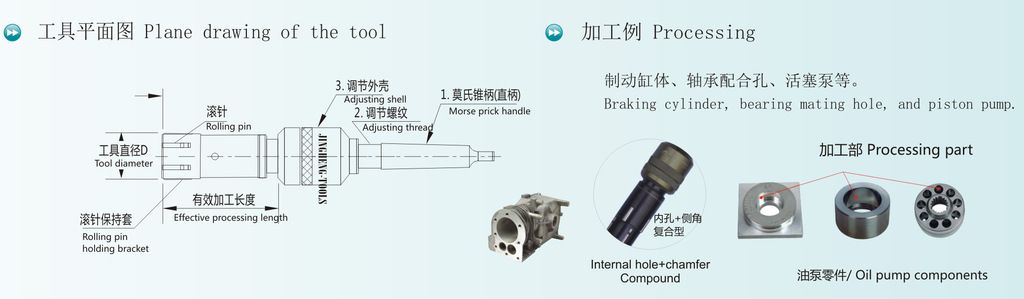
滾壓加工是一種無切屑加工,通過一定形式的滾壓工具向工件表面施加一定壓力。在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達到改變表層結(jié)構(gòu)、機械特性、形狀和尺寸的目的。因此這種方法可同時達到光整加工及強化兩種目的。
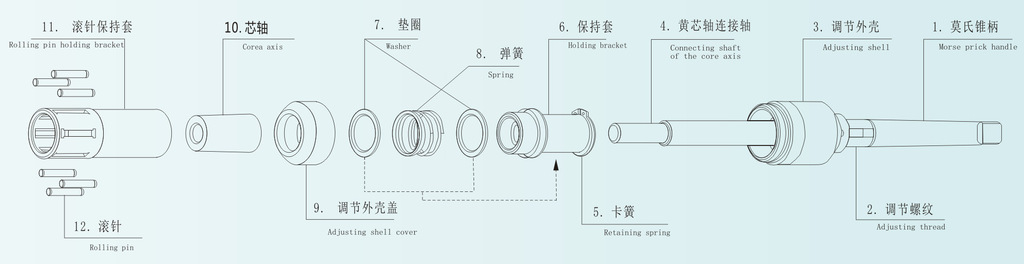
通孔型和J盲孔型消耗
部件的更換
Replacing consumption components of
JH-TK and JH-MK type
使用方法 Use
1.將工具裝夾在鉆、車、銑、鏜床和數(shù)控車床、加工中心等機床主軸上,工具轉(zhuǎn)動,工件不動進行右旋轉(zhuǎn)加工,也可工具固定,工件旋轉(zhuǎn)加工,工具與加工孔的中心重合。
加工條件:
| 工件直徑mm Component diameter | 4~14.5 | 15~24 | 25~44 | 45~74 | 75~99 | 100~139 | 140~200 |
| 轉(zhuǎn)速r/min Rotation speed | 1500~1000 | 1000~800 | 800~500 | 700~400 | 500~300 | 400~250 | 300~150 |
| 進給速度mm/rev Feed speed | 0.1~0.4 | 0.2~0.6 | 0.3~1.0 | 0.4~1.2 | 0.5~1.5 | 1.0~2.0 | 1.2~2.5 |
2.上下推動有刻度鋁殼同時左右旋轉(zhuǎn),可調(diào)整工具直徑,每格刻度為0.0025mm(見圖)。調(diào)整范圍0.5mm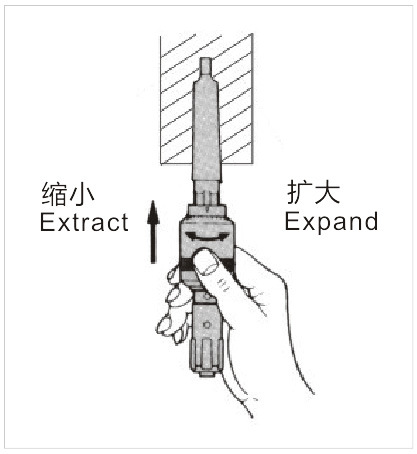
3.加工時必須用冷卻潤滑油,潤滑油要過濾并保持清潔(也包括滾壓外徑、平面、 錐面、球面)。
4.工具退回時會自動縮小直徑,不會損傷已加工表面。
注意事項 Precautions
1.滾壓前孔壁不宜有較深刀痕,刀紋應(yīng)均勻、松弛(此條件也包括滾壓外徑、平面、錐面、球面),粗糙度Ra3.2左右。
2.為了獲得合理的滾壓余量,應(yīng)根據(jù)工件本身情況(主要是材質(zhì)、硬度、滾壓前表面精糙度)有所選擇,故批量加工前應(yīng)試加工2~3件,求出滾壓余量。(見表)
賽萬特 內(nèi)孔滾光工具 滾壓刀
【商家簡介】我們公司主營數(shù)控刀具 |浮動鉸刀柄|滾壓刀系統(tǒng)|快速鉆|U鉆|噴水鉆|淺孔鉆|倒角刀|反锪刀|AKS浮動去毛刺工具|WIDIA(威迪亞)數(shù)控工具|TOOLFLO螺紋刀具|EMUGE(埃莫克)螺紋工具系統(tǒng)|KOMET(高邁特)孔加工系統(tǒng)|WALTER數(shù)控工具|HEULE(好優(yōu)利)去毛刺倒角刀具|德國(阿萬泰克)刀具系|安威刀柄工具系統(tǒng)|Mickros刀柄系統(tǒng)非標刀具|機床附件工具|為客戶提供好的產(chǎn)品、良好的技術(shù)支持、健全的售后服務(wù)以及真誠的態(tài)度均得到新老客戶的一致好評。公司組織機構(gòu)健全且擁有一批經(jīng)驗豐富、高...
 【溫馨提示】以上是無錫浩普科技有限公司供應(yīng)的刀具、夾具--鏡面滾壓刀-江蘇 賽萬特 內(nèi)孔滾壓頭 提高表面光潔度的鏡面滾壓刀的詳細信息,歡迎您在驛路商務(wù)查看刀具、夾具的新的價格、廠家、型號、圖片等信息。本頁所展示的信息由企業(yè)自行提供,內(nèi)容的真實性、準確性和合法性由發(fā)布企業(yè)負責,"驛路商務(wù)"對此不承擔任何保證責任。同時鄭重提醒各位買/賣家,交易前請詳細核實對方身份,切勿隨意打款或發(fā)貨,謹防上當受騙。如發(fā)現(xiàn)虛假信息,請積極舉報。[我要舉報]
【溫馨提示】以上是無錫浩普科技有限公司供應(yīng)的刀具、夾具--鏡面滾壓刀-江蘇 賽萬特 內(nèi)孔滾壓頭 提高表面光潔度的鏡面滾壓刀的詳細信息,歡迎您在驛路商務(wù)查看刀具、夾具的新的價格、廠家、型號、圖片等信息。本頁所展示的信息由企業(yè)自行提供,內(nèi)容的真實性、準確性和合法性由發(fā)布企業(yè)負責,"驛路商務(wù)"對此不承擔任何保證責任。同時鄭重提醒各位買/賣家,交易前請詳細核實對方身份,切勿隨意打款或發(fā)貨,謹防上當受騙。如發(fā)現(xiàn)虛假信息,請積極舉報。[我要舉報]

 粵公網(wǎng)安備 44190002000523號 粵ICP備16047932號
粵公網(wǎng)安備 44190002000523號 粵ICP備16047932號





