
口型過大,螺桿推力小,機頭內壓力不足,排膠不均勻,半成品形狀不規整;
口型過小,壓力太大,速度雖快些,但剪切作用增加,引起膠料生熱,增加膠料焦燒的危險。
擠出成型是在一定條件下將具有一定塑性的膠料通過一個口型連續壓送出來,使它成為具有一定斷面形狀的產品的工藝過程。
膠料沿螺桿前移過程中,由于機械作用及熱作用的結果,膠料的粘度和塑性等均發生了一定的變化,成為一種粘性流體。根據膠料在擠出過程中的變化,一般將螺桿工作部分按其作用不同大體上分為喂料段、壓縮段和擠出段三部分。
各段工作特點如下:
1.喂料段: 又稱為固體輸送段,此段從喂料口起至膠料熔融開始。膠料進入加料口后,在旋轉螺桿的推擠作用下,在螺紋槽和機筒內壁之間作相對運動,并形成一定大小的膠團。
2.壓縮段: 又稱為塑化段,此段從膠料開始熔融起至全部膠料產生流動止。壓縮段接受由喂料段送來的膠團,將其壓實、進一步軟化,并將膠料中夾帶的空氣向喂料段排出。
3.壓出段: 又稱為計量段,把壓縮段輸送來的膠料進一步加壓攪拌,此時螺紋槽中已形成完全流動狀態的膠料。由于螺桿的轉動促使膠料流動,并以一定的容量和壓力從機頭流道均勻擠出。
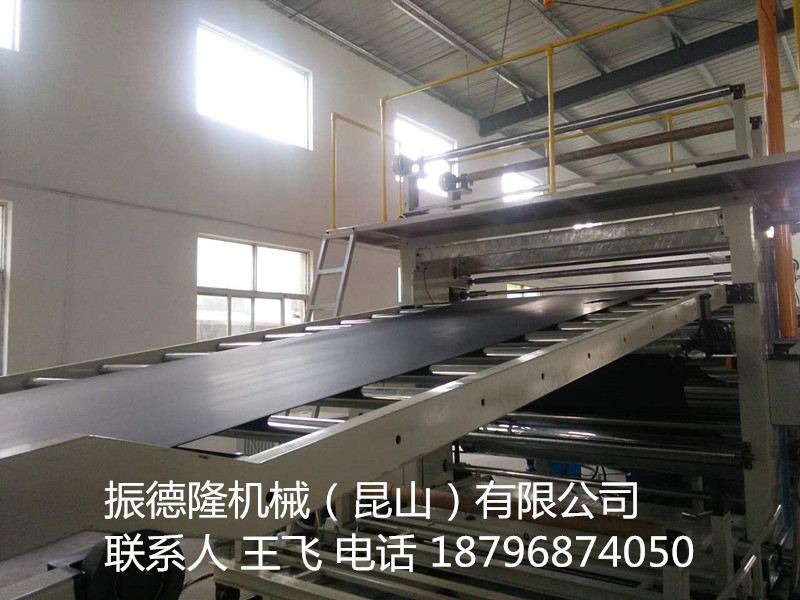
【商家簡介】振德隆機械(昆山)有限公司經營宗旨:以最科學的擠出理論,設計制造最專業的設備來滿足客戶的需求。我們專業從事橡塑配混、密煉機,開煉機,提升機,膠片冷卻機,強力開片機,熔接機,切膠機,片材擠出機,雙螺桿擠出機、單螺桿擠出機、雙階擠出機、橡膠電纜料造粒機,錐形雙螺桿造粒機、回收再生造粒機、改性造粒機、電纜料造粒機、木塑復合材料造粒機、發泡造粒機、彈性體雙螺桿造粒機等設備的設計與制造,擁有資深的擠出機組科研人員,先進的加工設備、現代化的標準廠房,針對每一位客戶的具體要求,提供最為專業的機械設計及全套的擠... 【溫馨提示】以上是振德隆機械(昆山)有限公司供應的機械設備--片材擠出機-生產制造片材擠出機 橡膠擠出機 物美價廉的詳細信息,歡迎您在驛路商務查看機械設備的新的價格、廠家、型號、圖片等信息。本頁所展示的信息由企業自行提供,內容的真實性、準確性和合法性由發布企業負責,"驛路商務"對此不承擔任何保證責任。同時鄭重提醒各位買/賣家,交易前請詳細核實對方身份,切勿隨意打款或發貨,謹防上當受騙。如發現虛假信息,請積極舉報。[我要舉報]
【溫馨提示】以上是振德隆機械(昆山)有限公司供應的機械設備--片材擠出機-生產制造片材擠出機 橡膠擠出機 物美價廉的詳細信息,歡迎您在驛路商務查看機械設備的新的價格、廠家、型號、圖片等信息。本頁所展示的信息由企業自行提供,內容的真實性、準確性和合法性由發布企業負責,"驛路商務"對此不承擔任何保證責任。同時鄭重提醒各位買/賣家,交易前請詳細核實對方身份,切勿隨意打款或發貨,謹防上當受騙。如發現虛假信息,請積極舉報。[我要舉報]








 粵公網安備 44190002000523號
粵公網安備 44190002000523號