制作工藝:
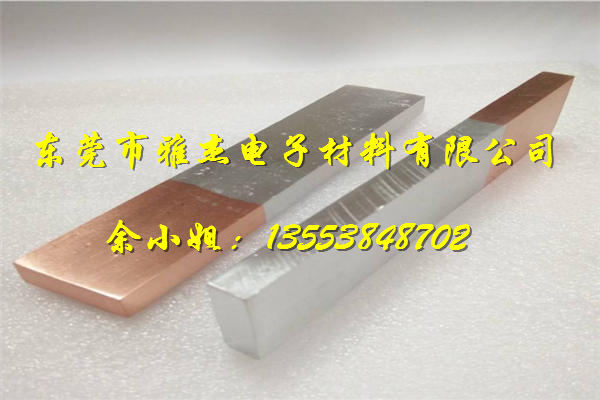
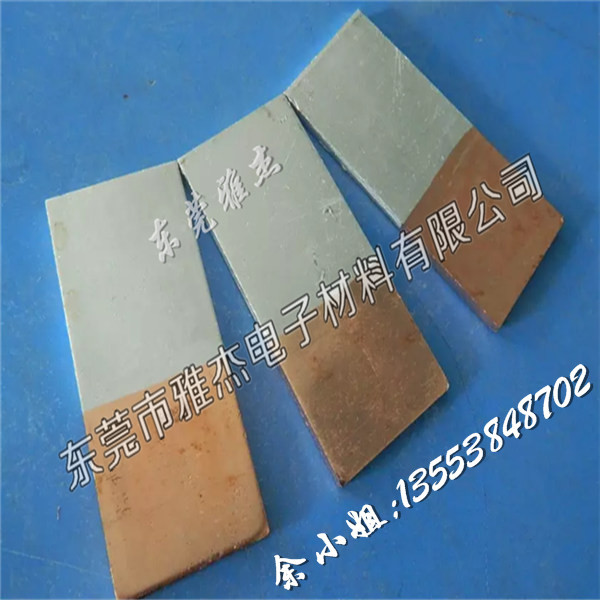
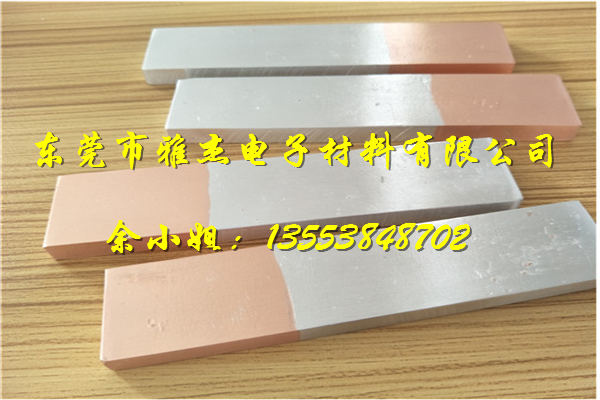
(1)閃光焊:焊縫完整、無氣孔和裂紋,水平面錯邊不超過2.0mm、厚
錯邊不超過0.7mm,銅鋁板表面平整光潔、局部劃傷度不大于0.5mm,銅鋁過渡處在彎曲180°時焊縫不應斷裂。
(2)摩擦焊:摩擦焊是實現焊接的固態焊接方法,利用工件端面相互運動、相互摩擦所產生的熱量,使端部達到熱塑性狀態,然后迅速頂斷,完成焊接地一種方法。
摩擦焊過程:
(1)機械能轉為熱能
(2)材料塑性變形(
3)熱塑性下鍛壓力
(4)分子間擴散在結晶
產品材質:銅材:T2、T3銅板 鋁材:L3、1070、1060鋁板


































 粵公網安備 44190002000523號
粵公網安備 44190002000523號