

1.振動時效,振前掃頻
也就是在振動前對工件的共振點的分布做一個分析,找出工件在激振器的有效頻率
范圍內的共振點。
2振動時效,時效振動
在振前掃頻找到共振點的前提下。對共振頻率進行分析,選出針對所振動的工件的
有效頻率,進行振動。
動大的部位是汲峰,振動小的部位是波谷,根據波峰和波谷的位置畫出簡單的振型示意
〔2〕鋪砂法,對于部分有較大平而的工件,可采用鋪砂法,就是在工件的平而上撒上一些
砂子,在共振時,看砂子的聚散情況,砂子聚攏形成的線叫節線,即振幅最小的地方,
離節線越遠的地方振動越大,找出了波峰和波谷,振型也就自然得出來了,
0實沉法,共振時用加速度傳感器依次去測工件主要位置的振動大小,根據振動數值判
斷出實際振型。這種方法比較麻煩,所以實際振動中很少采用。
3.振動時效,振后掃頻
振后掃頻是相對于振前掃頻而言,通過振動前后掃頻曲線上反映的參數的變化情況,依
據振動時效行業標準進行判定和驗收。
間接定性判斷工藝效果的簡單方法
常規振動時效的主機、傳感器、測速裝置能從電機及工件處檢測到的信號有激振頻率和
振動加速度,根據它們可測得工件的共振頻率(近似于固有頻率)及其峰值。由于內應力與
固有頻率及其振幅值有一定的趨勢關系,故可依據固頻及其幅值變化,間接、定性地反映工
藝效果。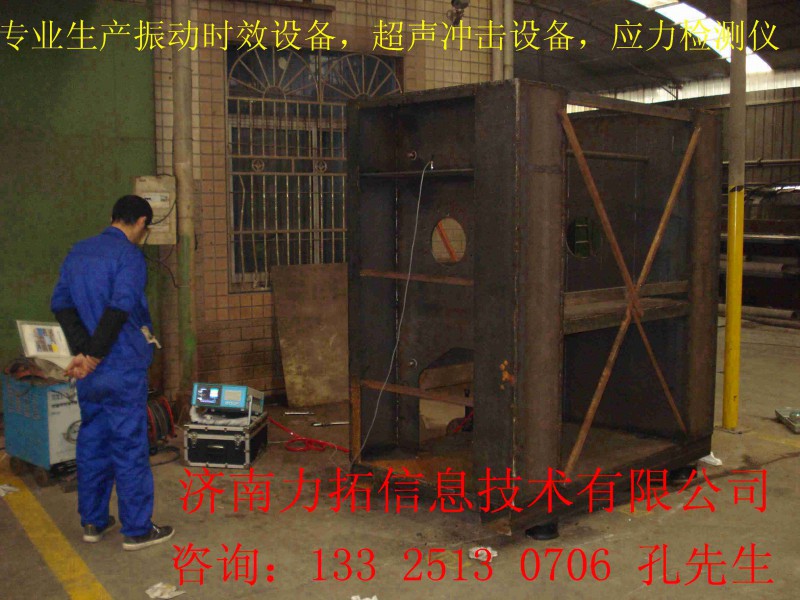
 【溫馨提示】以上是濟南力拓信息技術有限公司供應的其他量儀--振動時效-成都便攜式振動時效 振動時效設備的詳細信息,歡迎您在驛路商務查看其他量儀的新的價格、廠家、型號、圖片等信息。本頁所展示的信息由企業自行提供,內容的真實性、準確性和合法性由發布企業負責,"驛路商務"對此不承擔任何保證責任。同時鄭重提醒各位買/賣家,交易前請詳細核實對方身份,切勿隨意打款或發貨,謹防上當受騙。如發現虛假信息,請積極舉報。[我要舉報]
【溫馨提示】以上是濟南力拓信息技術有限公司供應的其他量儀--振動時效-成都便攜式振動時效 振動時效設備的詳細信息,歡迎您在驛路商務查看其他量儀的新的價格、廠家、型號、圖片等信息。本頁所展示的信息由企業自行提供,內容的真實性、準確性和合法性由發布企業負責,"驛路商務"對此不承擔任何保證責任。同時鄭重提醒各位買/賣家,交易前請詳細核實對方身份,切勿隨意打款或發貨,謹防上當受騙。如發現虛假信息,請積極舉報。[我要舉報]







 粵公網安備 44190002000523號
粵公網安備 44190002000523號